

Wie bringt man einen scharfen Schwanz und die Tippgeschwindigkeit in Einklang?
Material: SS304 + SCM435
Oberflächenbehandlung: Ruspert
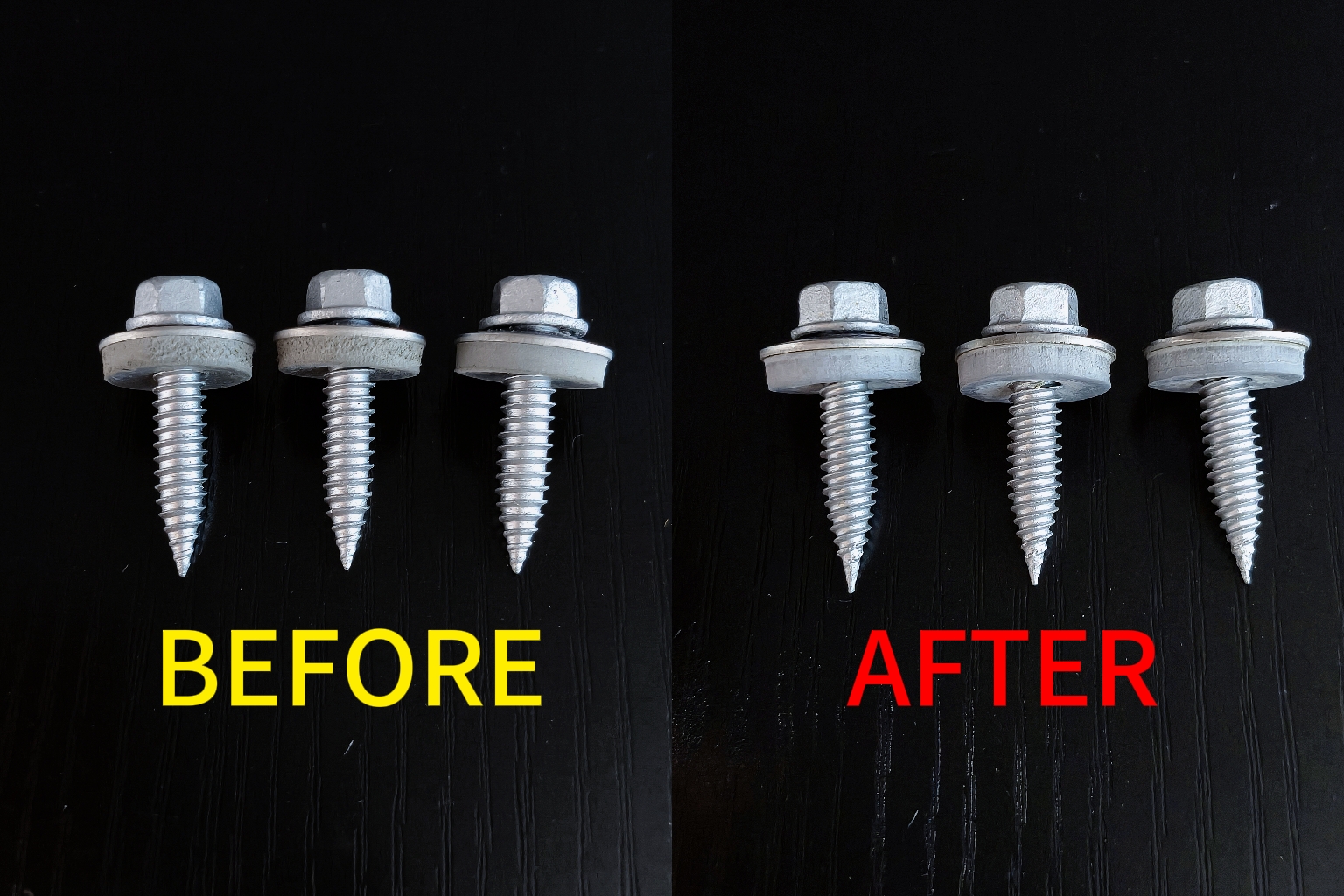
Bei der Massenproduktion von BI-Metallschrauben war es schon immer eine Herausforderung, ein Gleichgewicht zwischen Schwanzschärfe, Gewindeschneidgeschwindigkeit und gleichmäßiger Gewindeformung zu finden.Je kleiner der Heckwinkel ist, desto besser ist die anfängliche Positionierung und desto stärker ist die Durchdringungskraft. Je dünner jedoch das Material am hinteren Ende ist, desto anfälliger ist es für Instabilität und Fehler bei der Gewindebildung beim Gewindewalzen.Ein stumpferes Ende gewährleistet eine stabile Einfädelgeschwindigkeit und eine vollständige Fadenbildung, führt jedoch zu einer schlechten Positionierung und einer schwachen Durchdringungskraft, wodurch es anfällig für Abrutschen ist und dicke Platten nicht durchdringen kann.
Der Schwanzwinkel der ersten Probencharge, die wir dem Kunden zur Verfügung stellten, war zu stumpf und entsprach nicht den Penetrationsanforderungen für den praktischen Einsatz. Nach einer zweiten Anpassungsrunde erreichte das Ende einen idealen Zustand, aber die Fadenbildung versagte, was die Gewindeschneidgeschwindigkeit erheblich beeinträchtigte.


Aufgrund der Doppelgewindestruktur sind die Anforderungen an Formpräzision, Bearbeitungsprozesse und Wärmebehandlungsstabilität noch höher. Deshalb haben wir uns für präzisere CNC-Drahtschnittformen aus Taiwan entschieden und gleichzeitig die Wärmebehandlungsparameter und Oberflächenbeschichtungsprozesse optimiert, wodurch das Problem mühelos gelöst werden konnte.
Keine Kompromisse, keine Abkürzungen –Jiaxing AokeAchten Sie auf jedes Detail, damit unsere Kunden unsere Produkte mit Vertrauen verwenden können.
Vorherige:Wie Blindnieten funktionieren?
Anfrage absenden


X
Wir verwenden Cookies, um Ihnen ein besseres Surferlebnis zu bieten, den Website-Verkehr zu analysieren und Inhalte zu personalisieren. Durch die Nutzung dieser Website stimmen Sie der Verwendung von Cookies zu.
Datenschutzrichtlinie